
Mold Design
ProEx excellent design team are sufficiently able to help our customers in developing products from conceptual design to production based upon our rich experience in mold specialty.
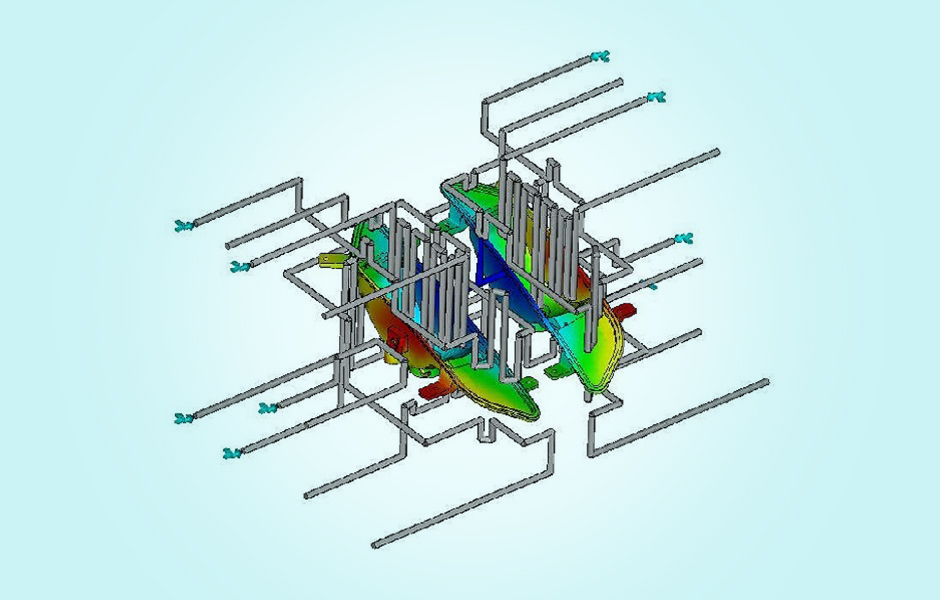
Mold Flow Simulation And Analysis
MFA is used as a diagnostic tool to detect potential issues with the mold flow design at an early stage in the process. thereby guidance and optimizing part/mold design early and resolve these issues before a mold goes into manufacturing.

Mold Services
ProEx team possess abundant professional knowledge, rich experience in project management and outstanding communication ability to ensure successful implementation of customers’ projects.
ProEx Mold is a customer-oriented company and is dedicated to provid first-class mold design and related engineering services. Our goal is to build a long-term, win-win strategic partnership with our customers . Established in 2015, from that time we have been providing professional Mold design、Mold Flow analysis services to our customers worldwide. Due to our outstanding professional knowledge, rich practical experience, and through years of cooperation, we are trusted by customers more and more.
Customer satisfaction and Win-win cooperation are our constant tenet. We have been adhering to this tenet, constantly improving our professional technical level/services, and diligently serving our customers. ProEx mold provides professional、efficient、good quality at a competitive price.
We would like to thank all of our customers support and trust, as well as our outstanding team. Our success is also inseparable from everyone’s support!
Contact us today! We look forward to hearing from you.
 Zhen 'an Zhong Lu, Chang 'an Town, Dongguan City, Guangdong Province, China
Zhen 'an Zhong Lu, Chang 'an Town, Dongguan City, Guangdong Province, China +86 18028594869
+86 18028594869 Info@proexmold.com
Info@proexmold.com



